Авіамоделі
Авіамоделі  Наземні моделі
Наземні моделі  Судомоделі
Судомоделі  Обладнання та аксесуари
Обладнання та аксесуари 
































Каталог




Изготовление негативной формы
/upload/uf/bb7/tehnologist.png
Об основных видах и свойствах материалов, применяемых в целях моделизма, а также о композитных технологиях в этой области рассказано в первой части описания данной темы (журнал Моделiст № 4 2009 г. и «Моделка» ). А в этой статье последует рассмотрение процесса изготовления негативной формы для выклеивания композитных изделий.
Началом работы будет изготовление макета, так называемой мастер-модели будущей детали. В нашем случае примером послужит фюзеляж самолета. А так как для выполнения подобных работ существует множество разных технологий и способов, то мы обираем самый традиционный и доступный из них. Суть его заключается в изготовлении фанерной основы и шпангоутов с последующим заполнением пенопластом пространства между ними. Нам подойдут пенопласт типа ПВХ или используемый в строительстве современный пеноматериал. Готовый макет детали нуждается в обработке по форме, покрытии эпоксидной смолой, шпаклевке полиэфирной автошпаклевкой, грунтовке и другое.
Важным моментом на данном этапе изготовления мастер-модели будет извлечение детали из формы, поэтому нужно следить за тем чтобы она не имела выступающих деталей с отрицательными углами, которые будут препятствовать самому процессу извлечения. Для покраски макета применяются исключительно двухкомпонентная автоэмаль, которая не подвергается воздействию разделительных материалов, или лак. Они будут способствовать легкому отделению заготовки от формы.
Здесь очень важно соблюдать технологию отделения детали от формы, так как в противоположном случае можно повредить форму и испортить много дорогостоящих материалов. С этой целью используют специальную мазь (ваксу), которую наносят на модель мягкой хлопчатобумажной тряпкой, и по истечении 10-15 минут располировуют такой же хлопчатобумажной тканевой салфеткой. А для создания плотной глянцевой защитной оболочки на детали производителями (например, фирмой R&G) рекомендуется поэтапно нанести 4-5 слоев мази через 4-5 часов каждый.
В качестве разделительного средства также можно использовать жидкий PVA разделитель. Он будет уместен на больших или сложных (с большим количеством выступов) деталях, а также при первой формировке изделия в новой форме. Технология применения PVA разделителя следующая: сначала поверхность обработать разделительной мазью, нанести на нее PVA разделитель, используя мягкую кисть или распылитель, и дать высохнуть в течении 20-30 минут. В следствии высыхания образуется очень тонкая глянцевая пленка, которая после отделения от детали легко смывается водой.

Разделительная плита с вырезанным контуром для мастер-модели фюзеляжа
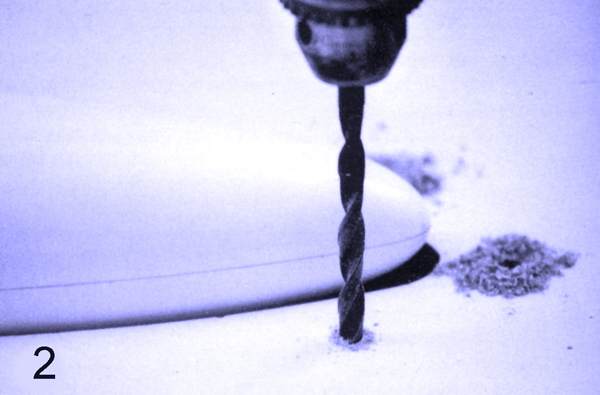
Наша мастер-модель подготовлена и следующим этапом будет ее закрепление в разделительной плите. Изготовление последней осуществляется из безрельефной ламинированной плиты, в которой по шаблонам и с минимально возможным зазором вырезают окно. Далее необходимо прикрепить к плите ножки или рейки такой высоты, которая бы не позволяла модели доставать поверхности стола. В плите сверлят строго перпендикулярные отверстия и с целью центровки половинок формы в них вставляют металлические штыри.
Ножки (штыри) для плиты можно изготовить из стали, их примерные размеры могут быть следующие: диаметр 4-5 мм и длина около 12 мм. С одного конца штыри нужно скруглить и именно этой стороной они вставляются в соответствующее отверстие в плите. На другой же их стороне формируем насечки и в дальнейшем она будет вклеиваться во фланец. Перед установкой модели плиту обработать разделителем и разместить на ней осевую линию симметрии – по ней будет определяться глубина погружения «болванки» в плиту.
Относительно фиксирования мастер-модели в плите можно назвать несколько способов, среди них фиксация точным шпангоутом снизу, крепление подпорками и другие. Но поскольку в нашем случае имеется фюзеляж планера из пенопласта, а это небольшая и легкая модель, то для ее прикрепления можно смело использовать обычный пластилин. Небольшие куски пластилина подклеиваются снизу плиты по всему периметру фюзеляжа, также прихватывается в нескольких местах сам фюзеляж и выставляется по размеченной осевой линии. И после завершения последующего заклеивания щели по контуру макета на рабочей стороне плиты с использованием небольшой деревянной лопатки и аккуратной зачистки вдавленного пластилина имеем полностью закрепленную мастер-модель.
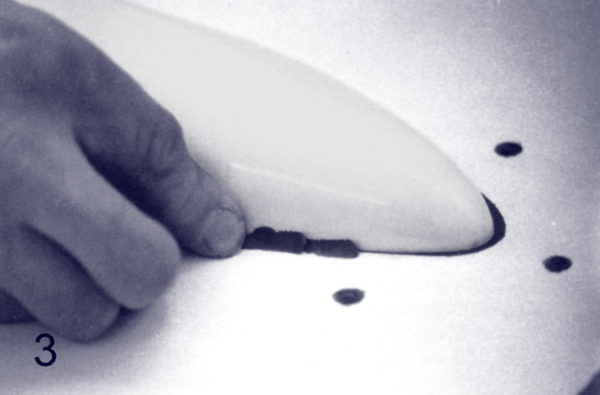
Заделка щели между плитой и моделью
Мягкой хлопчатобумажной тряпочкой вытираем остатки пластилина, а модель и плиту промазываем разделителем, полируем и вставляем штыри.
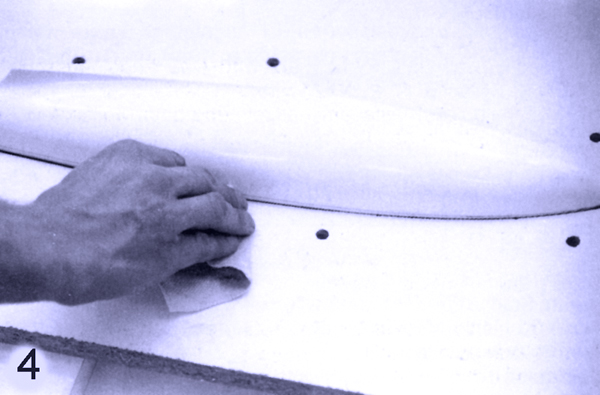
Нанесение разделительной мази на модель и плиту
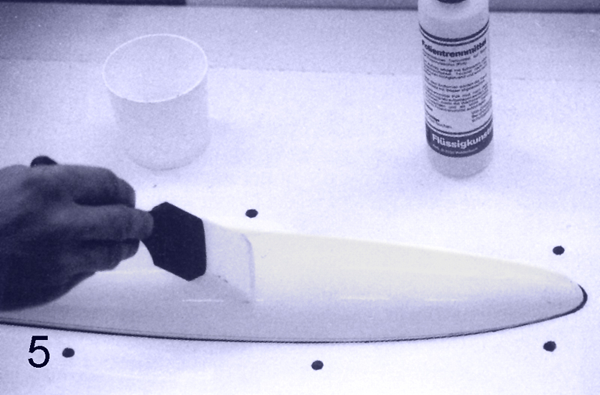
Нанесение жидкого разделителя PVA (вариант)
Теперь можно приступать к формовке негативной формы. А поскольку этот процесс требует несколько часов непрерывной работы, то начинать его необходимо из соответственным запасом времени и свежими силами, а если деталь еще и большого размера – то работать рекомендуется вдвоем. Стоит помнить о мерах предосторожности: работать только в защитных перчатках, избегая контакта с кожей рук при работе со смолами; помещение для работы должно хорошо проветриваться. Следующим нашим действием будет нанесение на модель специальной формовочной смолы, функция которой – образование внутренней рабочей поверхности формы.
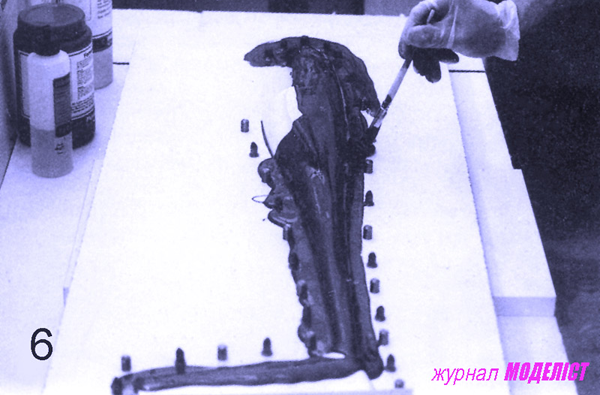
Наносить слой формовочной смолы нужно аккуратно, чтобы не образовать пузырьки воздуха
Существует несколько видов вышеуказанных смол, а именно особо прочные, с металлическими наполнителями синего, серого, черного цветов и др. Их особые свойства следующие: при нанесении не образуют микропор, создают глянцевую поверхность, а также обладают отличными отталкивающими качествами при взаимодействии с разделителями. Ми будем использовать формовочную смолу без наполнителя (серого цвета, например F 15/R&G или F-225/Larit). Выбираем именно эту смолу из-за ее способности легко шкурится и полироваться, что будет полезным в случае исправления возможных дефектов. Перед нанесением смолу разводят с отвердителем, потом равномерно наносят на поверхность модели и части плиты, что прилегает к ней. Для нанесения нужно использовать кисть средней мягкости, распределяя массу в одном направлении – таким образом мы избегаем появления пузырьков воздуха. В местах, где планируется кромка формы, нельзя наносить много смолы из-за того что большая толщина материала в этих точках может привести к образованию сколов при работе с формой, а общая толщина слоя не должна превышать 1-3 мм. Пригодной для пользования смола будет на протяжении 15 минут, далее она начнет густеть и станет плохо наноситься на модель, поэтому рекомендуется разводить ее в небольших количествах (около 100 грамм). После полного покрытия мастер-модели смолой, ее посыпают «соединительным слоем», в состав которого входят хлопок и мелкорубленое стекловолокно. Именно он будет залогом отличного механического соединения со следующим основным слоем формы.

Немного позже (через 2 часа) наносим на макет рабочую эпоксидную смолу, смешанную с хлопковым наполнителем, которая заполнит все неровности на поверхности формы и хорошо пропитает соединительный слой.
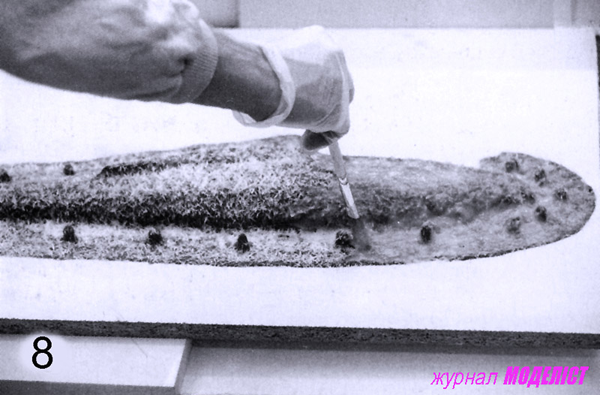
На соединительный слой наносят смесь эпоксидной смолы с хлопковым наполнителем, разведенную до консистенции жидкой каши
Слой стеклоткани 163 г/м2, а потом и ткани 280 и 580 г/м2 можно наносить сразу после этого. Обязательно повторить нанесение 4-5 раз.

В целях экономии допускается использование более дешевой эпоксидной смолы для ламинирования последующих слоев, но не желательно использовать ее при изготовлении самых важных форм. Фланец формы должен быть достаточно толстым и прочным (при открывании он испытывает большие механические нагрузки), поэтому на него наносят дополнительные слои ткани. Смола затвердеет не раньше чем за 24 часа и только после этого можно начать процесс отделения формы с моделью от плиты. Начинаем из отделения пластилина от модели деревянной лопаткой (важно не касаться самой модели), потом тонким ножом отделяем плиту, слегка поддевая фланец формы. Ножовкой по металлу или лобзиком обрезаем лишний материал на фланце, очищаем от опилков и остатков пластилина. После этого наносим несколько слоев (4-5) разделителя на фланец и один-два слоя на саму модель.

Для создания разделительной плоскости из второй половинкой формы можно подклеить на уже выклеенную половинку формы фанерные подставки. Также для удобства на торчащие направляющие штыри можно одеть кольца-втулки. В дальнейшем они будут углубляться во фланец. Выклеивание первой половинки формы закончено, а работа по созданию второй половинки такая же.
Приступая к открыванию готовой формы (не раньше чем через 24 часа), сначала лучше обрезать остатки ткани на фланце, а потом в линию стыка половинок формы вставить нож и небольшие буковые клинья. Именно так, аккуратным углублением, можно открыть одну половинку. Теперь под стяжные болты (например, М6) надо просверлить насквозь оба фланца, расстояние между отверстиями на них должно становить от 80 до 100 мм.
И вот теперь можно с уверенностью сказать что форма полностью готова.

Далее последует работа по ламинированию фюзеляжа, но перед этим форму обязательно надо обработать разделителем
Справка
Рекомендуемые материалы применимые для работ по изготовлению форм и ламинированию.
Разделительная мазь( жидкая) фирмы R&G -Grundierwachs
Разделитель жидкий фирмы R&G –Folientrennmittel PVA
Разделительная мазь (густая) фирмы Lange+Ritter –Trennwaсhs NORPOL W-70
Разделитель жидкий фирмы Lange+Ritter–Trennlack PVA
Эпоксидная смола фирмы Lange+Ritter Larit L-285
Эпоксидная смола фирмы R&G -Epoxydharz L
Формовочная смола R&G -F-16
Формовочная смола Lange+Ritter Larit F-225
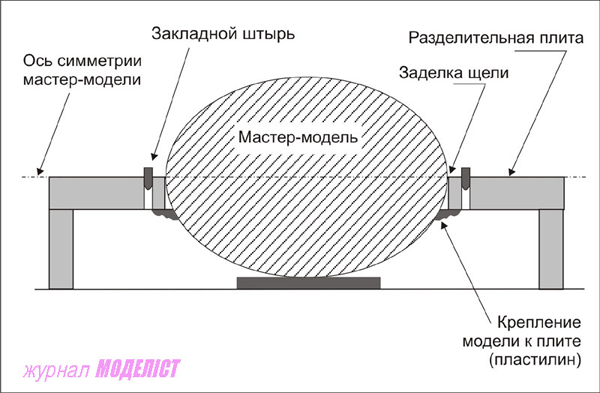
Схема размещения мастер-модели в разделительной плите
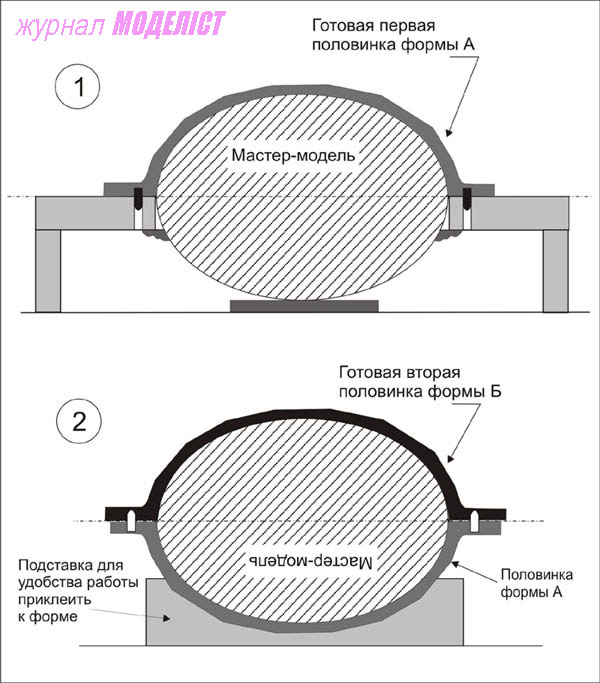
Порядок работ по изготовлению композитной негативной формы.
1. Изготовление первой половинки формы на разделительной плите
2. Выклеивание второй половинки формы
Сортувати по:
Новинки
Новинки
По популярності
від дешевих до дорогих
від дорогих до дешевих
Показувати по:
20
8
10
12
20






")

")
")


")
")

")
14 999 грн
13 499 грн
- Довжина, мм: 150
- Ширина, мм: 120
- Висота, мм: 80
- Артикул: 6S6P-30000-INR21700-50E
- Виробник: Samsung SDI
- Вага виробу, г: 2800
")
")
")
")

ЩЕ